関連ブログ 【現場で取得すべき4種類のデータ】
関連ブログ 【稼働率と可動率 決定版!パターン1】
関連ブログ 【稼働率と可動率 決定版!パターン2】
関連ブログ 【稼働率と可動率 決定版!パターン3】
関連ブログ 【サイクルタイムについて】
データ取得から稼動率を活用する事例はこちら
◆「ラズパイを使った稼動率の取得・トラブル事例」New!
◆「設備改善に繋がるデータ分析(前編)」New!
◆「設備改善に繋がるデータ分析(後編)」New!
◆稼動率(かせきどうりつ)と可動率(べきどうりつ)の計算、決定版です。
稼動率と可動率、どちらも「かどうりつ」と言いますが区別するために「かせぎどうりつ」「べきどうりつ」と言うことがあります。
さて、
3つの工程を通って完成品を作る生産ラインを考えます。
設備が問題なく生産を行えば不良品は発生しない、つまり直行率100%とします。
工程1 サイクルタイム 30(秒/個)
工程2 サイクルタイム 20(秒/個)
工程3 サイクルタイム 40(秒/個)

設備が全く予定外の停止をせずに生産活動を行うことを理想状態とします。
チョコ停などの設備トラブル、他工程待ちなどの予定外の停止時間が発生しながら生産活動を行うことを通常状態とします。
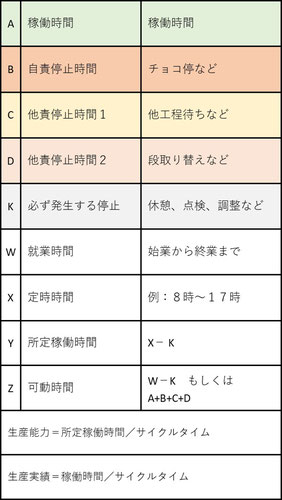
このときいくつかの稼動パターン例を図1に、用語定義を表1に示します。
◆稼働率と可動率を計算するために用語を定義しておきます。



◆稼働率と可動率の計算式を確認します。
・パターン1 理想状態で残業ゼロ 参考ブログ:稼働率と可動率 決定版!パターン1
・パターン2 理想状態で残業1時間 参考ブログ:稼働率と可動率 決定版!パターン2
・パターン3 通常状態で残業2時間 参考ブログ:稼働率と可動率 決定版!パターン3
定時時間Xに対し、必ず発生する停止時間Kを引いたものを所定稼働時間Yと定義します。
所定稼働時間Yとは「定時時間内で稼働する予定の時間」と言えます。
*人の労働時間を考えるときの所定時間は定時時間から「休憩時間」のみを差し引いたものになります。定義が異なるのでご注意ください。
このとき、稼働率と可動率は次式で計算できます。
稼働率=A/Y(稼働時間/所定稼働時間)
可動率=A/Z(稼動時間/可動時間)
*稼働率の定義は [生産数量/生産能力]ですが、サイクルが一定であれば稼働時間Aを所定稼働時間Yで割ったものと同じ数値になります。
∵一日の生産実績=[稼働時間/サイクルタイム]
一日の生産能力=[所定稼働時間/サイクルタイム]
各パターンでの詳細、稼働率と可動率の計算は各ブログで確認していきます。ここではまず工程1の1日当たり生産能力を確認していきます。
工程1の生産能力
「設備が全く停止せずに生産活動を行う」理想の状態を考えます。
工程1 サイクルタイム 30(秒/個)
∴2(個/分)、120(個/時間)の生産能力を持っています。
8時-17時の9時間が定時時間Xですが、朝礼や点検作業および休憩などの必ず発生する停止時間Kが3時間あります。
つまり実際に生産活動を行っていた時間=稼働時間Aは6時間です。
よって理想の状態での生産能力は次の通りです。
6(時間)×120(個/時間)=720(個)
これが工程1の1日当たり定時時間内での生産能力になります。
次のブログは稼働率と可動率 決定版!パターン1
前のブログはラズパイの紹介③ ラズパイの入出力
コメントをお書きください